В данной статье рассмотрены особенности устройства машин контактной сварки на которые в первую очередь необходимо обрашать внимание покупателю перед приобретением машины.
Сегодня на рынке оборудования для контактной точечной сварки представлено огромное множество различных производителей и дилеров с машинами контактной сварки различного диапазона цен. Довольно часто машины одной мощности и  практически с равными усилиями сжатия электродов имеют существенно разную стоимость. Неподготовленному покупателю, плохо ориентирующемуся в машинах контактной сварки, достаточно сложно сделать правильный подбор оборудования для контактной сварки и выбрать оптимального производителя с наилучшим соотношением цена-качество. Цель данной статьи рассмотреть основные нюансы производства машин контактной сварки, на которые, в первую очередь, необходимо обращать внимание покупателю при выборе оборудования.
практически с равными усилиями сжатия электродов имеют существенно разную стоимость. Неподготовленному покупателю, плохо ориентирующемуся в машинах контактной сварки, достаточно сложно сделать правильный подбор оборудования для контактной сварки и выбрать оптимального производителя с наилучшим соотношением цена-качество. Цель данной статьи рассмотреть основные нюансы производства машин контактной сварки, на которые, в первую очередь, необходимо обращать внимание покупателю при выборе оборудования.
Основу конструкции любой машины составляет так называемая рама (каркас), на которую устанавливается верхний и нижний кронштейны машины, сварочный трансформатор, элементы вторичного контура, пневмопривод и другое оборудование. Наибольшее распространение получила конструкция рамы состоящей из двух швеллеров, к которым приваривается верхний кронштейн, а швеллера в свою очередь привариваются к металлическому основанию. Данная конструкция обеспечивает жесткость машины и не дает ей «прогибаться» при больших давлениях сварочного усилия. Как известно по механическим характеристикам швеллер практически не уступает балкам того же сечения и габаритов, но существенно выигрывает в весе. Некоторые производители заменяют горячекатаный швеллер на гнутый швеллер из 5мм стали, удешевляя при этом производство каркаса сварочной машины за счет существенного снижения прочныстных характеристик сварочной машины. Гнутый швеллер не обеспечивает должной механической прочности и это приводит к нежелательному расхождению электродов при сварке даже на небольших давлениях.
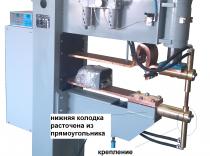
В конструкцию нижнего кронштейна (а иногда и верхнего) входит массивная металлическая колодка, в которую устанавливается нижний хобот машины контактной сварки и далее прижимается элементами вторичного контура. Изготовление данной колодки требует наличия достаточно хорошего расточного оборудования и огромного количества времени. Некоторые недобросовестные производители, желая сэкономить время или в отсутствии должного оборудования и материала, заменяют данную колодку толстостенной трубой. Данная замена существенно ослабляет болтовое соединение крепления нижнего токоподвода с хоботом к кронштейну, так как толстостенная труба не позволяет произвести нарезание в ней полноценной резьбы, длина резьбы существенно уменьшается и прочность соединения становится недостаточным для обеспечения долголетней работы сварочной машины.
Верхний кронштейн машин точечной контактной сварки, как правило, у всех производителей имеет примерно одинаковую конструкцию, и если не было сэкономлено на толщине применяемого металла, то данный узел не приносил бы плохих «сюрпризов».
Каркас машины контактной сварки совместно с верхним и нижним кронштейном составляют костяк машины контактной точечной и шовной сварки и являются основным узлом, обеспечивающим жесткость и прочность конструкции сварочного аппарата.
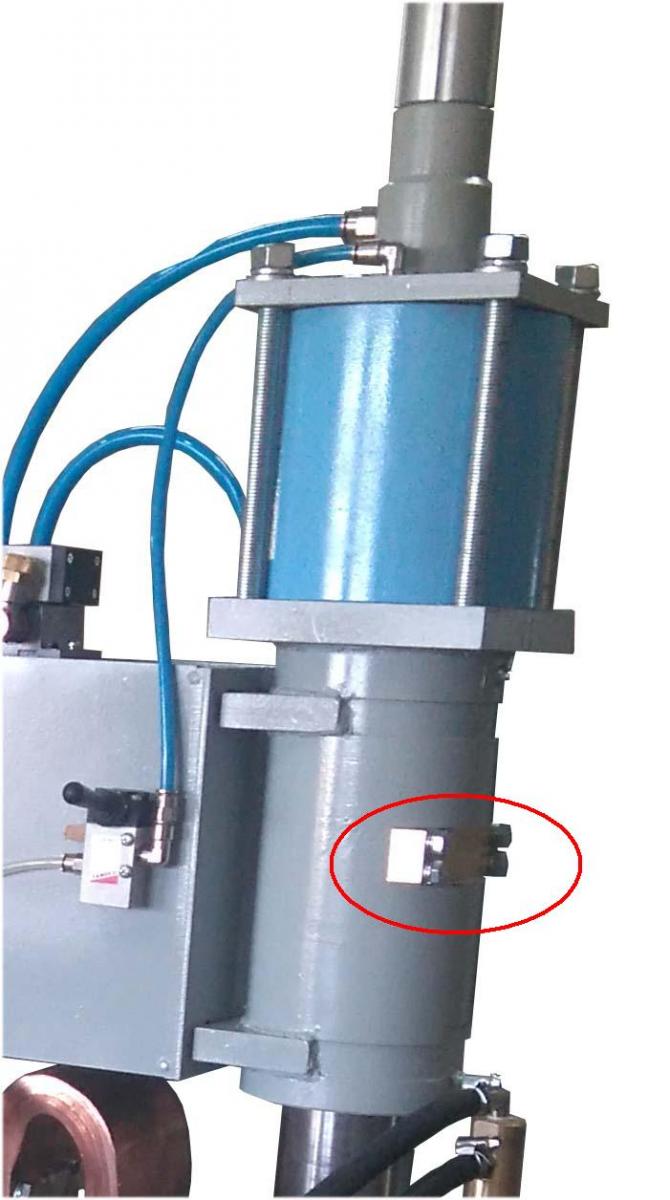 Также важным узлом машины является пневматический привод сжатия электродов. Основу конструкции пневмопривода производства ООО «ПО «СВАРТЕХ» составляет массивная направляющая, в которую для плавности и точности хода штока
Также важным узлом машины является пневматический привод сжатия электродов. Основу конструкции пневмопривода производства ООО «ПО «СВАРТЕХ» составляет массивная направляющая, в которую для плавности и точности хода штока 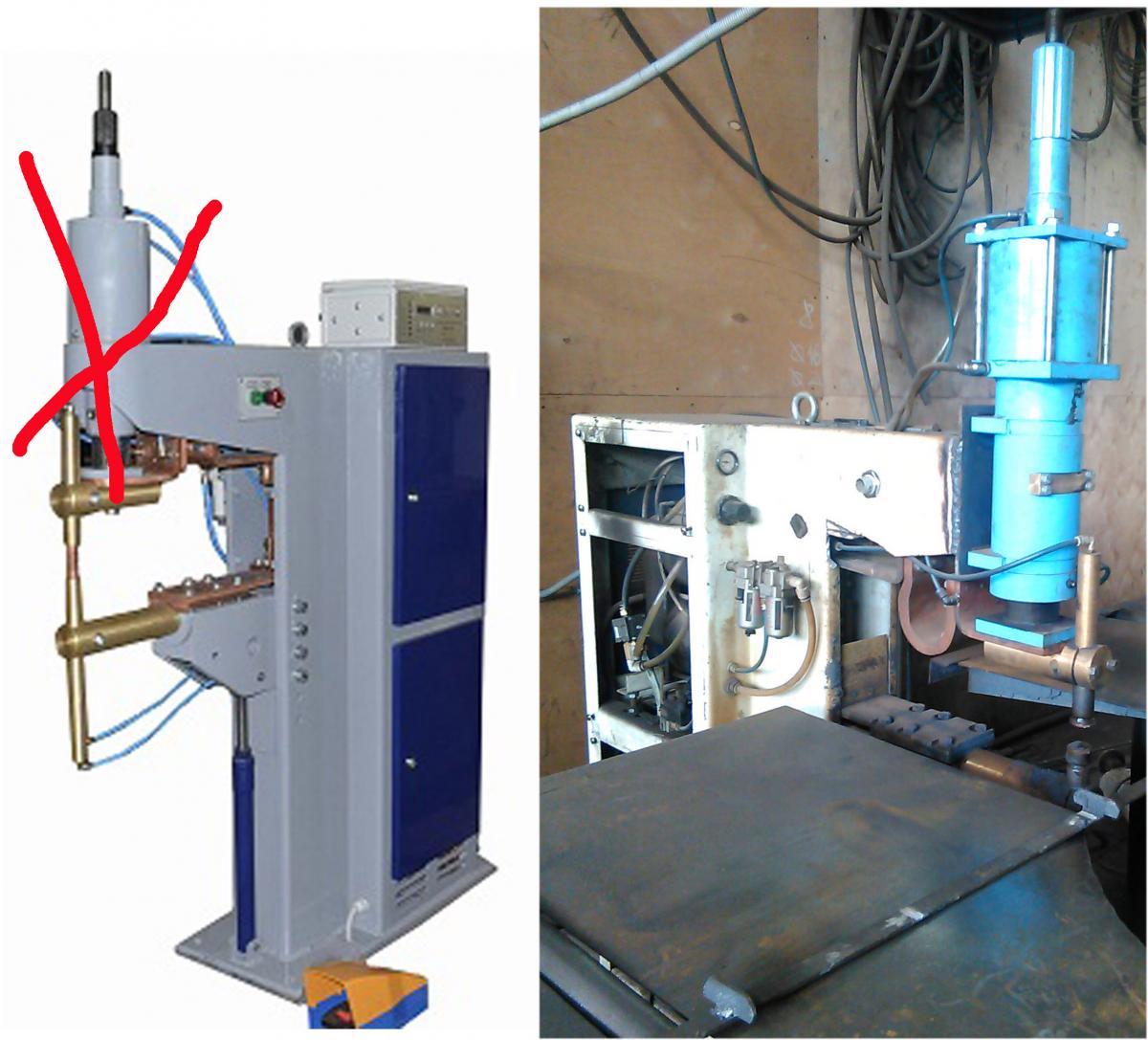 впрессовываются две бронзовые втулки с проточенными канавками для подачи масла и устанавливаются пресс-маслёнка. Шток устанавливается в направляющую пневмопривода сварочной машины и крепится с помощью бронзовой шпонки. На штоке пневмопривода проточен паз и с помощью шпонки обеспечивается фиксация шток, препятствующая нежелательному повороту или перемещению штока, и, соответственно, сварочного электрода во время сварки. Опыт эксплуатации и производства машин контактной сварки показал, что противоповорот, сделанный на базе шпонки, является наиболее надежным и долговечным, нежели противоповорот, выполненный при помощи шарикоподшипников. Некоторые недобросовестные производители стремясь снизить металлоёмкость и время, затрачиваемое, на изготовления привода используют в направляющей тонкостенную трубу. В свою очередь она не позволяет устанавливать подшипники необходимых размеров и производители вынуждены применять подшипники меньших размеров, неспособных выдерживать нагрузку. Использование подшипников меньшего размера приводит к постоянному их разрушению и в дальнейшем тонкие стенки трубы направляющей быстро изнашиваются (как правило, время за которое изнашиваются стенки не превышает одного года). При этом шток не фиксируется в направляющей и не обеспечивается должное качество сварки. Данный пневмопривод не подлежит ремонту и в не
впрессовываются две бронзовые втулки с проточенными канавками для подачи масла и устанавливаются пресс-маслёнка. Шток устанавливается в направляющую пневмопривода сварочной машины и крепится с помощью бронзовой шпонки. На штоке пневмопривода проточен паз и с помощью шпонки обеспечивается фиксация шток, препятствующая нежелательному повороту или перемещению штока, и, соответственно, сварочного электрода во время сварки. Опыт эксплуатации и производства машин контактной сварки показал, что противоповорот, сделанный на базе шпонки, является наиболее надежным и долговечным, нежели противоповорот, выполненный при помощи шарикоподшипников. Некоторые недобросовестные производители стремясь снизить металлоёмкость и время, затрачиваемое, на изготовления привода используют в направляющей тонкостенную трубу. В свою очередь она не позволяет устанавливать подшипники необходимых размеров и производители вынуждены применять подшипники меньших размеров, неспособных выдерживать нагрузку. Использование подшипников меньшего размера приводит к постоянному их разрушению и в дальнейшем тонкие стенки трубы направляющей быстро изнашиваются (как правило, время за которое изнашиваются стенки не превышает одного года). При этом шток не фиксируется в направляющей и не обеспечивается должное качество сварки. Данный пневмопривод не подлежит ремонту и в не м придется менять либо направляющую, либо пневмопривод целиком. Использование тонкостенной трубы также вынуждает некоторых производителей уменьшать толщину и ширину бронзовой втулки, что очень негативно сказывается на продолжительности работы сварочной машины. Однако использование тонкостенных труб и непригодных для данных целей подшипников являются не единственной уловкой, на которую идут недобросовестные производители.
м придется менять либо направляющую, либо пневмопривод целиком. Использование тонкостенной трубы также вынуждает некоторых производителей уменьшать толщину и ширину бронзовой втулки, что очень негативно сказывается на продолжительности работы сварочной машины. Однако использование тонкостенных труб и непригодных для данных целей подшипников являются не единственной уловкой, на которую идут недобросовестные производители.
Нередко встречаются случаи использования готовых пневмоцилиндров (например, фирмы CAMOZZI) вообще не приспособленных для контактных сварочных машин, а предназначенных исключительно для функции «тяни-толкай». Проблема применения таких цилиндров заключается в отсутствии системы противоповорота (ни подшипников, ни тем более шпонки), но это не является единственной проблемой цилиндра. В цилиндрах данного типа шток не предназначен испытывать нагрузку направленную не по оси штока, а во многих машинах (МТ-1230, МТ-1503, МТ-1928) нагрузка на шток направлена не по оси, а смешена за счет верхнего хобота в бок и имеет существенный сдвиг от оси штока. Поэтому в пнемоприводах нашего производства диаметр штока составляет 50мм для маломощных машин и 80мм для машин средней и большой мощности. Для сравнения в цилиндрах типа «тяни-толкай» диаметр не превышает 25мм.
Стремление многих производителей снизить затраты на производство комплектующих к сварочным машинам на этом не заканчиваются. 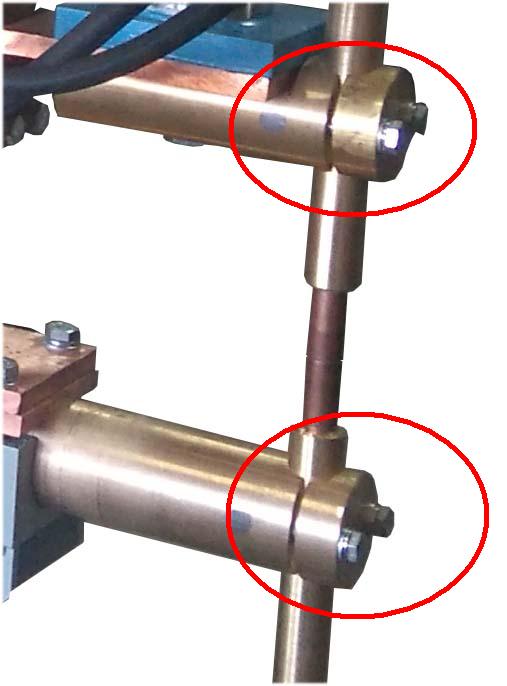 Вторичный контур тоже не был оставлен без изменений существенно снижающих срок его службы.
Вторичный контур тоже не был оставлен без изменений существенно снижающих срок его службы. 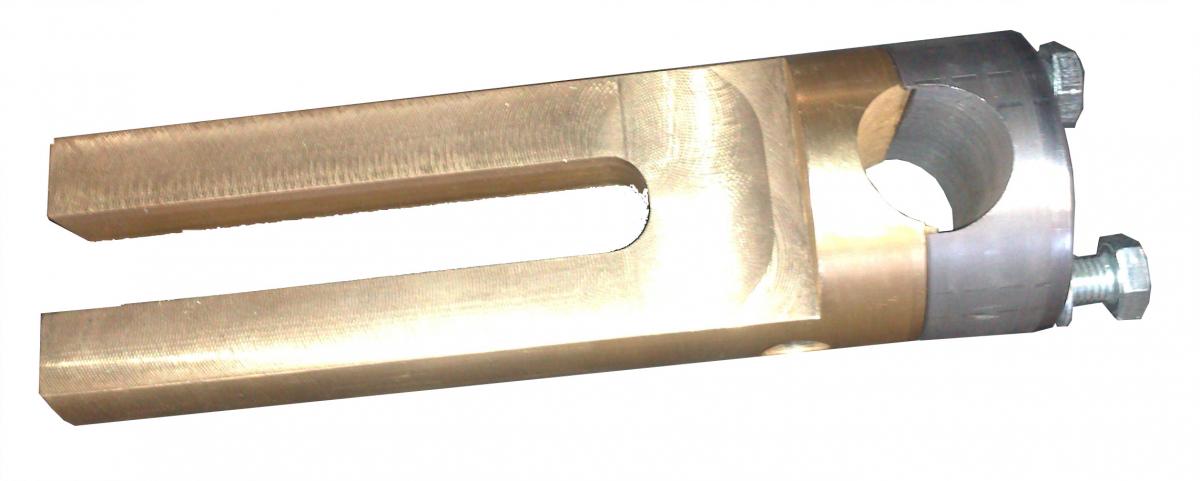 Так, например, в охлаждении хобота вместо сверления двух отверстий, которые потом соединяются третьим и заглушаются заглушкой, делают одно отверстие с трубкой,не способной в должной мере обеспечить охлаждение хобота. Впоследствии хобот сильно перегревается. Также при креплении электододержателей вместо использования крепёжной пластины, которая надежно зажимает электрододержатель при помощи двух болтов и стальной втулки впрессованной в хобот, используют отверстие с прорезью в которой нарезается резьба для крепежного болта. Данная резьба сделанная в хоботе (в цветном металле) быстро изнашивается и не обеспечивает надежное крепление электрододержателя. Электрододержатель начинает сильно греться и прогорает, достать его из хобота в дальнейшем не представляется возможным и приходится менять электрододержатель с хоботом целиком.
Так, например, в охлаждении хобота вместо сверления двух отверстий, которые потом соединяются третьим и заглушаются заглушкой, делают одно отверстие с трубкой,не способной в должной мере обеспечить охлаждение хобота. Впоследствии хобот сильно перегревается. Также при креплении электододержателей вместо использования крепёжной пластины, которая надежно зажимает электрододержатель при помощи двух болтов и стальной втулки впрессованной в хобот, используют отверстие с прорезью в которой нарезается резьба для крепежного болта. Данная резьба сделанная в хоботе (в цветном металле) быстро изнашивается и не обеспечивает надежное крепление электрододержателя. Электрододержатель начинает сильно греться и прогорает, достать его из хобота в дальнейшем не представляется возможным и приходится менять электрододержатель с хоботом целиком.
Сделанный обзор особенностей производства машин контактной точечной сварки позволят покупателю грамотно выбрать сварочное оборудование для эффективной работы и не ошибиться с выбором надежного поставщика. Профессионализм и многолетний опыт в сочетании с новейшими технологиями производства составляют основу высококлассных машин контактной точечной сварки производства ООО «ПО «СВАРТЕХ».